Perfektes Bett-Leveling beim Anycubic i3 Mega
Hier zeige ich am Beispiel des Anycubic i3 mega, wie man den Druckkopf richtig positioniert und perfekte Ausdrucke bekommt. Im Grunde sind diese Tipps aber auf alle 3D-Drucker anwendbar.Das A und O für einen guten 3D-Druck, im wahrsten Sinn sein Fundament ist das genaue Ausrichten des Abstands zwischen Druckkopf (Hotend) und Heizbett / Druckplatte. Dabei muss das Filament sozusagen auf die Platte "geschmiert", nicht gelegt werden. Und dazu muss der Abstand zwischen Druckdüse (Nozzle) und Druckplatte (Heatbed) passen. Ideal ist er, wenn die einzelnen Linien des ausgedruckten Filaments zu einer Fläche verschmelzen. Hierzu ist außer dem Abstand auch die richtige Temperatur des aus der Düse austretenden Filaments wichtig.
Ohne Verschmelzung fehlt es dem gedruckten Objekt an Stabilität, es kann leichter auseinanderbrechen. Ist die Nozzle allerdings zu nah am Druckbett, dann druckt er keine schöne Linie sondern eher so etwas wie eine Fahrrinne im Acker. Das endet in unschönen, unebenen Flächen und im schlimmsten Falle in der Beschädigung der Glasoberfläche der UltraBase, der Druckplatte des Anycubic i3 Mega.
Grobes Bettleveling nach Anleitung

Die beim mitgelieferte Beschreibung zum Anycubic i3 mega erklärt das Leveling schon ganz gut, auch wenn die Bilder nicht ganz so aussagekräftig sind, wie sie sein könnten.
Wer seinen Druckkopf nach der Anleitung ausgerichtet hat, bekommt schon ganz anständige Ausdrucke, die allerdings noch ein wenig von "perfekt" entfernt sind.
Guckt man sich die Unterseite der Eulen, die wohl jeder anycubic-Besitzer als Erstes gedruckt hat, einmal an, wird man feststellen, dass die Linien auf der Unterseite vielleicht nicht richtig miteinander verschmolzen sind, sondern dass man noch ein winziger Abstand zwischen den einzelnen Linien ist. Da die Eulen aber massive Objekte sind, besteht keine Gefahr des Bruches.
Außerdem ist man mit einem klein bisschen zu großen Abstand zwischen Druckplatte und Düse auf der sicheren Seite. Wir sprechen hier von Abständen von einem zehntel bis einem zwanzigstel Millimeter. Da können kleinste Unebenheiten bzw. Erhöhungen der Glasplatte dazu führen, dass die Düse schleift oder hängenbleibt. Das ist dann sehr unschön, weil die Fahrt des Druckkopfes in die Druckplatte gekratzt und verewigt wird. An das Missgeschick wird man dann bei jedem Druck mit großer Auflagefläche wieder erinnert werden: das eingekratze Muster erkennt man dann auf der Unterseite wieder.
Darum bitte für das Leveling Zeit nehmen. Alles ohne Hektik und mit Gefühl machen. Immer das Papier dazwischen haben und nicht weitermachen, wenn etwas klemmt. Auf keinen Fall Gewalt anwenden. Alles muss ganz einfach gehen. Klemmt etwas, ist etwas falsch. Eventuell hat man Pech und die Ultrabase ist nicht perfekt eben. Dann muss man zwangsweise mit ein bisschen mehr Abstand leben.
Feineres Leveling mit einem Kassenzettel
Eigentlich ist der Abstand mit dem mitgelieferten, etwas dickeren Stück Papier ein bisschen zu groß. Bessere Ergebnisse erhält man, wenn man einen dünnen Kassenzettel aus Thermopapier benutzt. Auch hier wird das Leveling im kalten Zustand durchgeführt, also ohne angewärmtes Bett und mit kalter Düse.

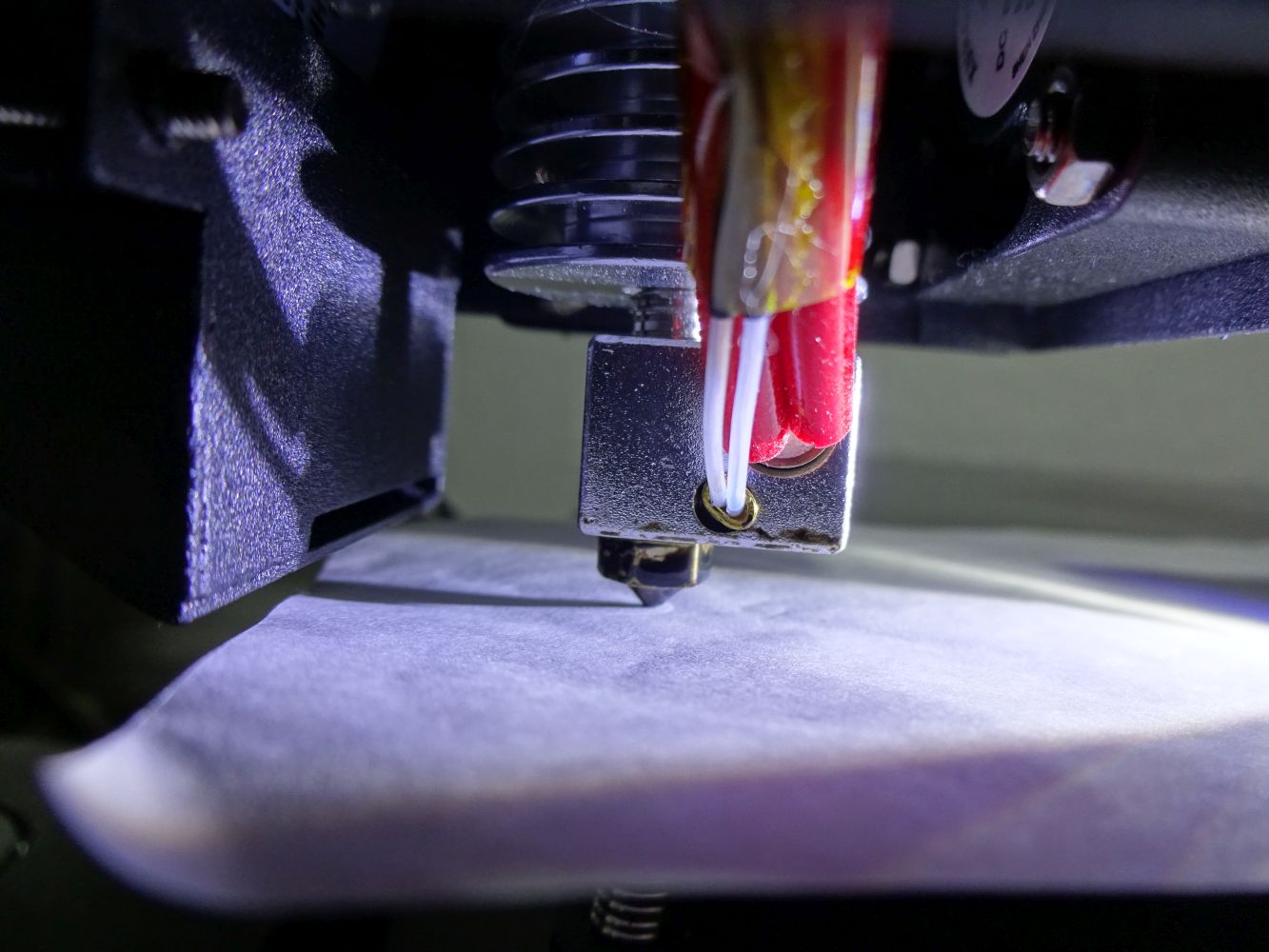
Zuerst wird der Druckkopf von etwaigen Resten von Filament befreit. Das ist wichtig, sonst passt der Abstand nicht; wir wollen schließlich den Abstand "Düse - Bett" und nicht "Filamentrest - Bett" einstellen. Danach wird der Druckkopf in die Homeposition gebracht. Das geht ganz einfach über den Touchscreen Tools antippen, dann Home, dann Home All. Nun befindet sich der Druckkopf auf dem Nullpunkt der Z-Achse, Z0.
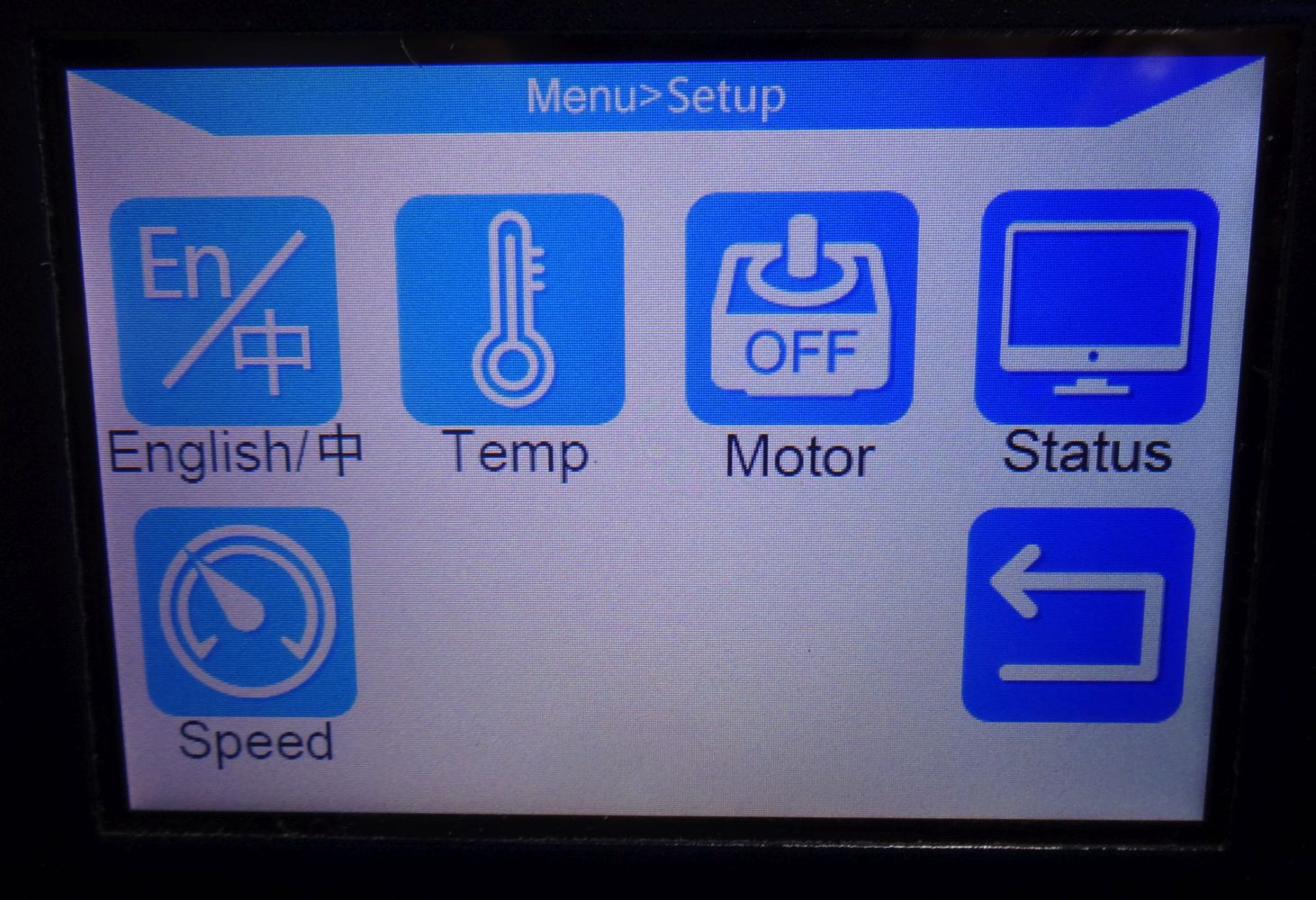 Danach müssen wir die Motoren abschalten, damit sich der Druckkopf (von links nach rechts und zurück) und die Ultrabase (von vorne nach hinten und zurück) frei bewegen lassen. Zurück Im Hauptmenü gehen wir ins Untermenü Setup und tippen dort auf Motor. Die Meldung done und ein Klicken zeigt uns, dass nun die Schrittmotoren spannungsfrei sind.
Danach müssen wir die Motoren abschalten, damit sich der Druckkopf (von links nach rechts und zurück) und die Ultrabase (von vorne nach hinten und zurück) frei bewegen lassen. Zurück Im Hauptmenü gehen wir ins Untermenü Setup und tippen dort auf Motor. Die Meldung done und ein Klicken zeigt uns, dass nun die Schrittmotoren spannungsfrei sind.Danach lassen sich der Druckkopf und die Platte leicht bewegen. Tun sie dies nicht, ist die Firmware des Druckers hängengeblieben und hat die Motoren nicht abgeschaltet. Das kommt hin und wieder mal vor. Dann den Drucker aus- und wieder einschalten. Die Bewegung der Teile muss ohne Kraftaufwand möglich sein. Wenn etwas sperrt, nicht mit Gewalt versuchen, dafür sind die Schrittmotoren nicht gemacht.

Nun kommt der Kassenzettel zum Einsatz. Wir legen ihn links unten auf das Druckbett, halten ihn fest und bewegen dann langsam den Druckkopf darüber. Will der Druckkopf nicht und verklemmt, dann ist er bereits zu tief eingetellt und wir müssen die Einstellschraube unten links unter dem Bett links herum (von oben drauf geschaut) drehen. Damit wird der Abstand größer.
Gleitet der Druckkopf über den Kassenzettel - was er nach der Grobeinstellung sollte - dann positionieren wir den Druckkopf durch verschieben des selben und der Druckplatte so, dass er sich jeweils einen Finger breit vom Rand entfernt befindet.
Während wir den Kassenzettel hin und her bewegen, drehen wir die Einstellschraube langsam nach rechts (Draufsicht von oben), bis der Zettel fest hängt. Das ist dann zu fest und wir müssen wieder ein Stück nach links drehen - so, dass sich der Zettel mit ein klein bisschen Widerstand herausziehen lässt. Sprich: beim langsam ziehen geht es gut. Zieht man schneller, bleibt der Zettel ein wenig hängen.
Immer den bewegten Kassenzettel unter dem Druckkopf bewegen wir diesen dann ganz nach rechts auf der Druckplatte. Verklemmt sich der Kassenzettel unterwegs irgendwo, müssen wir das Einstellrad rechts untern lockern (links herum drehen). Rechts angekommen geht das Klemmt-der-Kassenzettel-fest-Spielchen wieder los. Bis "unten rechts" richtig eingestellt ist.
Dann geht es "oben rechts" und "oben links" weiter. Danach sollte man nochmals eine ganze Runde im Kreis gehen und checken, ob die Abstände noch passen - denn jede Einstellschraube hat auch ein bisschen Auswirkung auf die Abstände in den anderen Ecken.
Zum Schluss fahren wir langsam in die Mitte der Platte und schauen, ob auch hier der Abstand stimmt. Das sollte er eigentlich automatisch. Wenn nicht, hat man ein kleines Problem, nämlich ein konkav oder konvex gewölbtes Druckbett. Klemmt der Kassenzettel, dann muss man alle Einstellschrauben gleichmäßig lockern. Ist er zu locker, kann man nichts machen.
Die meisten Objekte wird man in der Mitte der Platte drucken. Darum ist hier der wichtigste Platz. Bei einer gewölbten Platte muss man vielleicht eher einen Rand wählen, um bessere Druckergebnisse zu erzielen - was bei großen Objekten schwierig bis unmöglich ist. Ist die Wölbung unannehmbar groß, sollte man sich an den Hersteller wenden und nach Support und ggf. Ersatz fragen.
Ultrafeines Bed-Leveling

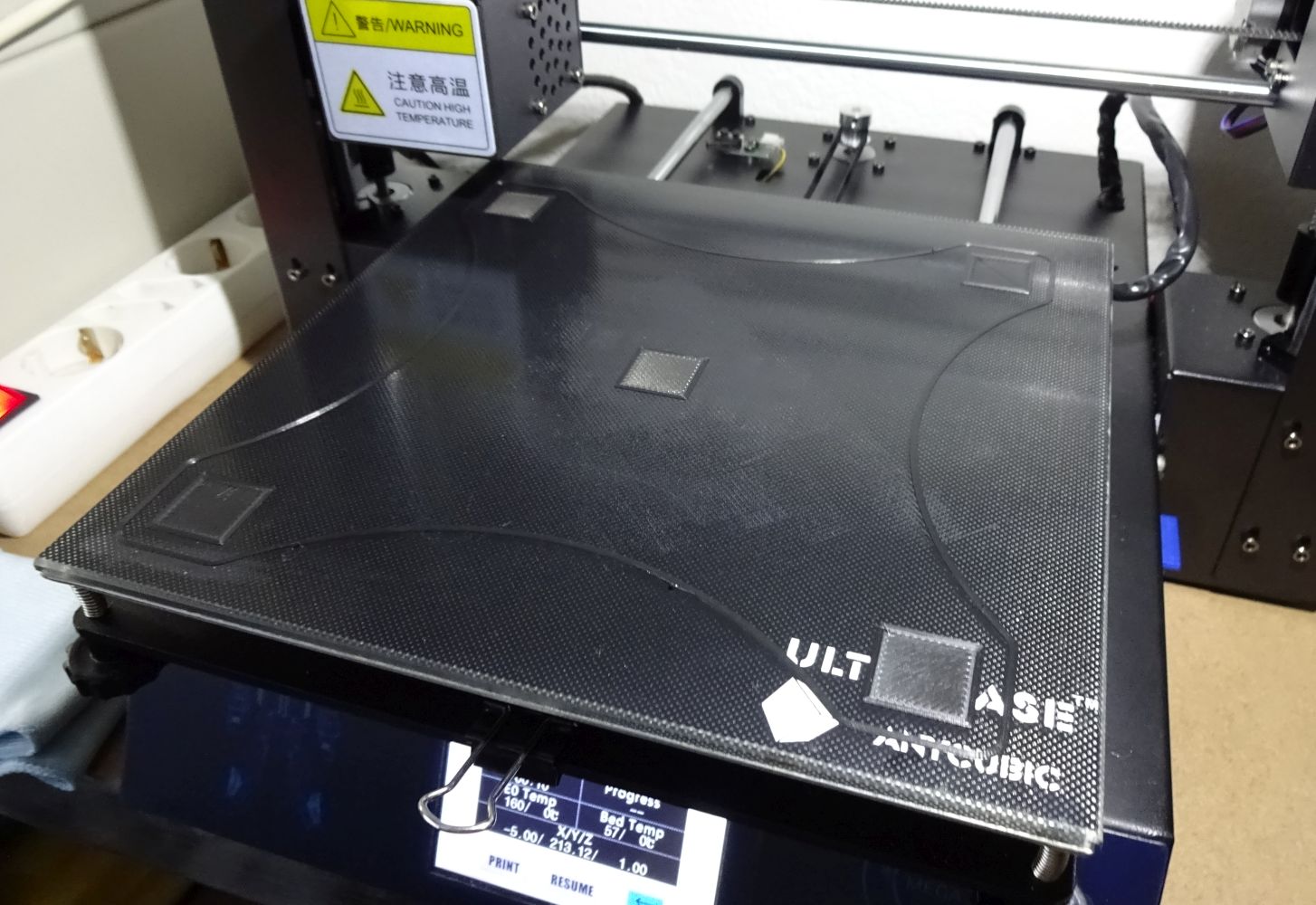
Kassenzettel schön und gut. Am besten stellt man das Bett aber ein, indem man testweise etwas ganz dünnes druckt und dann guckt, wie gut der Ausdruck geworden ist. Ich benutze dazu die Datei 5 squares with 0.2mm height for bed leveling test von Thingiverse, welche in die vier Ecken und in die Mitte des Druckbetts jeweils ein dünnes Quadrat mit genau einer Schicht druckt.
In Cura, dem Slicer-Programm, das ich derzeit benutze, muss dazu die Höhe einer Lage (Layer-Height) auch auf 0.2 mm eingestellt sein, sonst (bei 0.1 mm) würden ggf. mehrere Lagen gedruckt. Auch sollte man die Wandstärke (Wall Thickness) nicht zu hoch wählen, damit das diagonal aufgetragenes Muster noch aussagekräftig bleibt.
Nachdem man mit dem Slicer einen GCode generiert und auf einer SD-Karte gespeichert hat, wird dieser auf dem Anycubic i3 mega gedruckt. Schon beim Ausdruck des Skirts, also der Linie, die einmal rund um die zu druckenden Objekte verläuft und ganz zu Anfang gedruckt wird, kann man grob beurteilen, ob die Höhe stimmt. Halten die drei Linien gut aneinander und gehen ineinander über, ist das ein gutes Zeichen.

Sobald die Druckplatte abgekühlt ist, kann man die einzelnen Quadrate beurteilen. Solange sie noch auf der Druckplatte haften, sollte man einmal mit der Fingerspitze darüber fahren, ob man Unebenheiten erfühlt. Eine glatte Oberfläche ist dabei am besten.
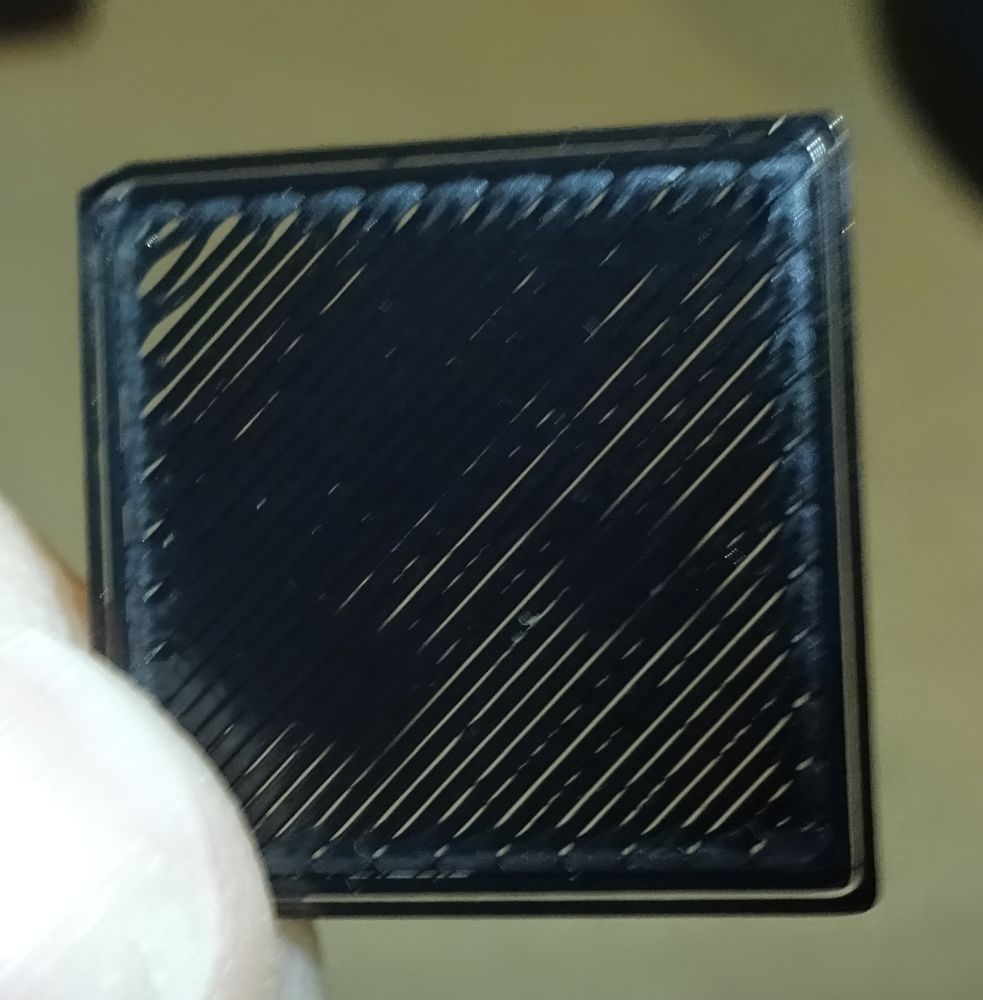
Noch aufschlussreicher wird es, wenn man ein Quadrat nach dem anderen einzeln von der Druckplatte löst und gegen das Licht hält. Dabei sollte man die Orientierung des Quadrates beibehalten, damit man weiß, an welcher Schraube man drehen muss.
| perfekt | Abstand zu groß | Abstand zu klein |
|---|---|---|
 |
 |
 |
 |
 |
|
 |
 |
Ist der Abstand zu groß, dann erkennt man das daran, dass die einzelnen Linien nicht mit einander verschmolzen sind, sondern in der "Luft hängen". Dann muss das entsprechende Einstellrad nach rechts angezogen werden, um den Abstand Düse / Bett zu verringern.

Bei meinem i3 Modell hat der Einstellring 12 Zacken, jede Zacke stellt also 30° dar. Beim oberen Beispielbild unter "Abstand zu groß" würde ich zwei Zacken enger empfehlen und beim mittleren eine Zacke. Der untere zeigt ein Mittelquadrat. Hier erkennt man, dass die Schraube oben rechts angezogen werden muss. Aussagekräftiger ist dann natürlich das Quadrat oben rechts, dass ungefähr wie das 1. Beispiel unter "Abstand zu groß" aussehen dürfte.
Ist der Abstand zu klein, dann werden Riefen in das Material gezogen, so wie im Beispiel-Foto zu sehen. Hier wollte der Druckkopf nach Druck des Quadrats an eine andere Position - dummerweise durch das bereits gedruckte und hat einen unschönen Striemen hinterlassen. Hier ist der Abstand nur minimal zu gering.
Beim perfekten Abstand sind alle Linien miteinander zu einer einheitlichen Fäche verschmolzen. Man spürt keine Riffelung, wenn man mit dem Finger über die Oberfläche geht. Kleine Erhöhungen an den Nahtstellen zwischen Wand und Diagonalfüllung rühren vom Überlappen von Infill und Wand (Infill Overlap), eine Einstellung in Cura für bessere Stabilität und dürfen sein. Die Rückseite (mittleres Beispiel), also die, die auf der Glasplatte auflag, sollte noch planer sein und die Oberfläche der Platte widerspiegeln.
Die quadratischen Plättchen sollten flexibel sein und nicht so leicht brechen. Im rechten Winkel zu den diagonalen Linien sollte es beliebig knickbar sein, ohne zu brechen. Und auch, wenn man parallel zu den Linien knickt, sollte das Plättchen erst spät entlang einer diagonalen Linie brechen.
Die perfekt eingestellte Druckplatte macht ein bisschen Mühe, aber es lohnt sich, weil der erste Layer der wichtigste ist. Alles baut auf diesem auf und Fehler kumulieren sich mit zunehmender Höhe. Darum sollte man es tunlichst unterlassen, das Bett an den Einstellrädchen hin und her zu schieben / zu ziehen, weil dies das Leveling wieder verstellen könnte.
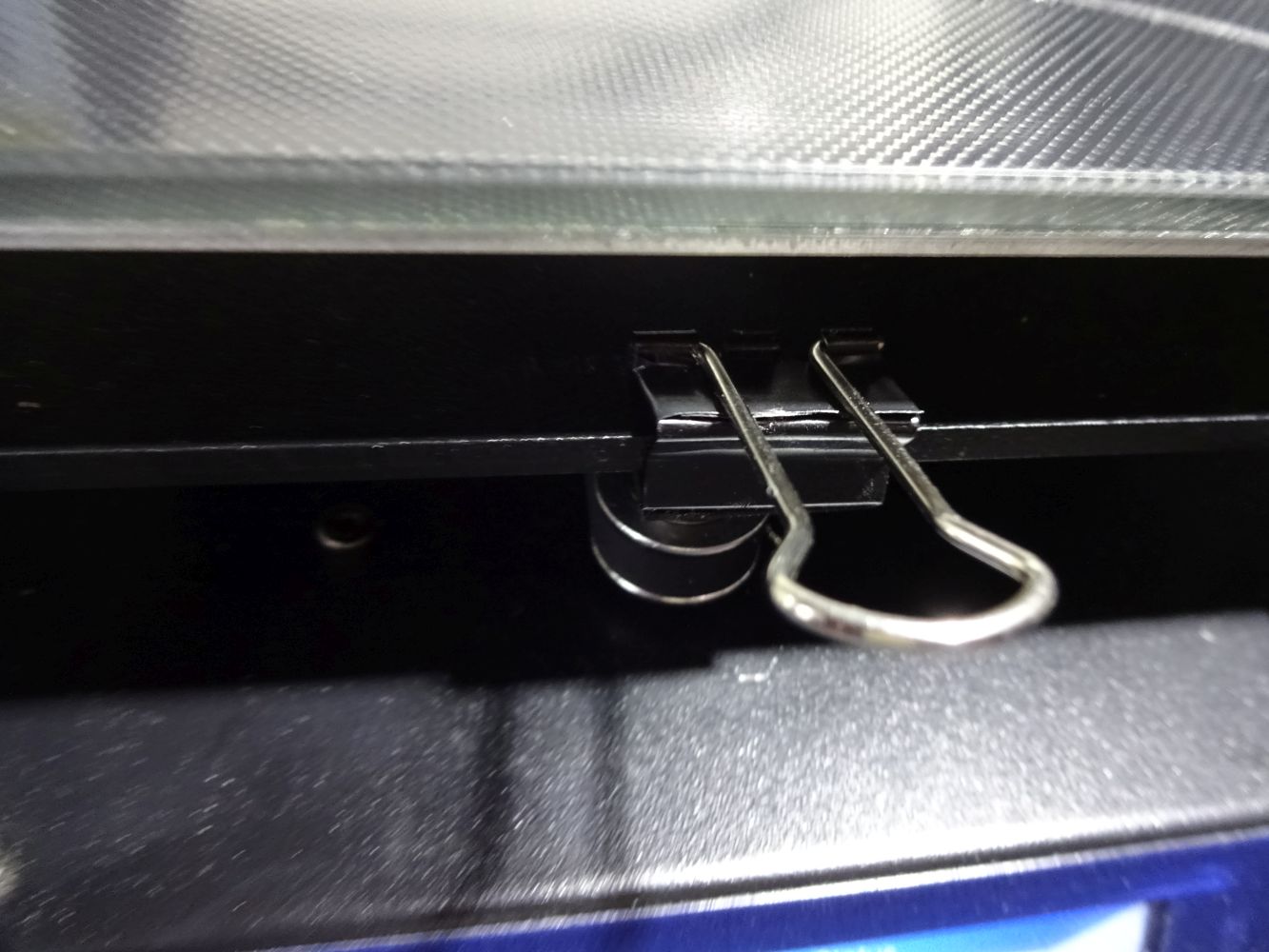
Am besten montiert man sich einen kleinen Griff an der Stahlplatte unter dem Heizbett, mit dem man das Bett schiebt und zieht. Ich nehme dafür eine einfache Metall-Aktenklammer von Maul, die ich mit ein bisschen schwarzem Isolierband beklebt habe, damit nichts klappert und scheppert.
Es gibt aber auch druckbare Betthalter auf Thingiverse zu finden. Aber dran denken: Wenn man die in PLA gedruckt hat und später dem Bett mal wegen ABS oder PETG richtig einheizen muss, könnte so ein Griff einfach wegschmelzen.
Zum Schluss noch ein Video, wie mein Anycubic i3 mega die Leveling-Quadrate druckt:
 für ein Youtube-Video anzuzeigen. Beachten Sie, dass dann (bisher noch nicht) eventuell (wenn nicht durch Adblocker oder ähnliches verhindert) Cookies von Youtube, Google und damit verbundenen Drittfirmen gesetzt werden, die ihr Gerät über weitere IFrames dieser Art nachverfolgen können und speichern, welche Videos mit Ihrem Gerät angeschaut wurden.")