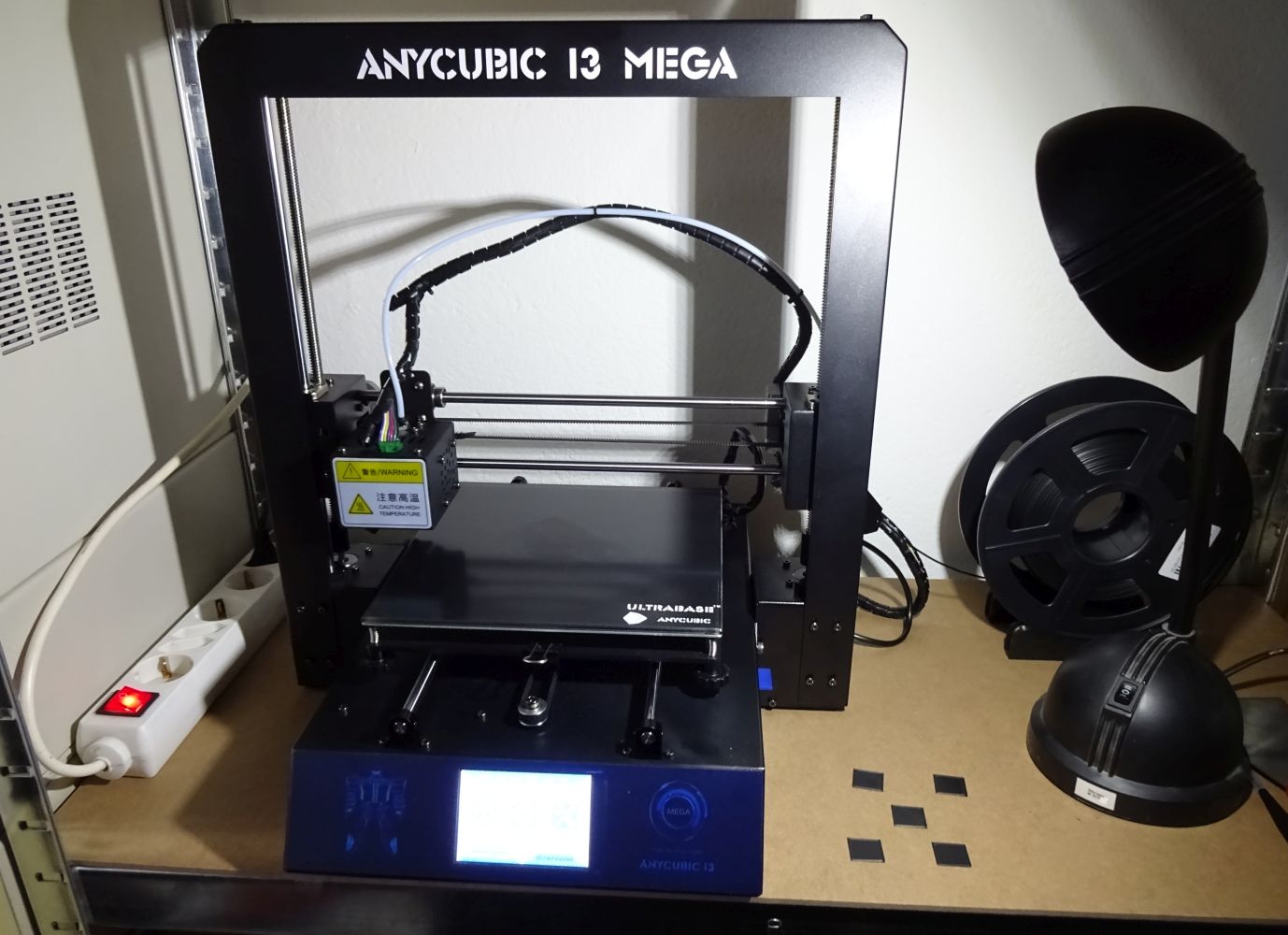
Der 3D-Drucker Anycubic i3 Mega - Aufbau, Einrichtung, Test
Wie bin ich überhaupt zu einem 3D-Drucker gekommen? Das Thema ansich verfolge ich schon seit einiger Zeit, und am liebsten hätte ich schon vor längerer Zeit einen 3D-Drucker gehabt, aber die Preise waren jenseits von Gut und Böse. Außerdem hatte ich einen Geocaching-Freund, der mir Teile mit seinem Prusa i3 Mk3 zum Selbstkostenpreis druckte.Allerdings hieß das dann auch, entweder 30km einfach fahren, um die Teile abzuholen oder (teilweise) wochenlang warten, bis man sich mal auf einem Event sah. Und wenn der Entwurf dann doch ein wenig zu klein oder sonstwie fehlerhaft war, hieß es: Entwurf korrigieren, nochmal warten.
Der Prusa i3 MK3 meines Freundes liefert wirklich tolle Druckergebnisse, wartet aber mit einem Preis von ca. 1000 Euro zusammengebaut auf. Nachdem ich ein bisschen nach Alternativen gestöbert hatte, habe ich mich mit den bekannten Verdächtigen Creality CR-10, Creality Ender, Creality Ender 3, Anet A6, Anet A8, Anet A10, Renkforce und Dremel usw. auseinandergesetzt und fand den Anycubic i3 mega mit seinem robusten Stahlrahmen und dem Touchscreen gleich sehr sympathisch. Außerdem musste man hier nicht alles bis ins Kleinste selbst zusammenbauen, sondern nur ein paar Schrauben montieren, damit es losgehen konnte.
Bei eBay sah ich den Anycubic i3 mega dann mit Rabattgutschein für etwa 200 Euro plus 19 Euro Versand und schlug zu. Das ist wirklich eine Menge Drucker fürs Geld. Der Drucker wird in China zusammengebaut und ich habe direkt beim Hersteller anycubic-printer bestellt. Allerdings kommt der Drucker aus einem Lager aus Deutschland, so dass mein am Sonntag bestellter Drucker bereits am Mittwoch da war.
Viel Zubehör
Der Anycubic kam gut verpackt und in einem unbeschädigten Karton bei mir an. Genügend groß dimensionierte Schaumstoffeinlagen schützen den Drucker, und vor allem die empfindliche Glasplatte, die sogenannte UltraBase. Zum Aufbau braucht man schon ein wenig Platz, man sollte schon einen ganzen Tisch freimachen, dann geht es einfacher.
Beim Auspacken fällt auf, dass an alles gedacht wurde, um gleich loslegen zu können. Für alle Schraubengröße liegt das passende Werkzeug bei. Außerdem ein Spachtel zum Ablösen der Drucke, eine Printzange zum Abzwacken des Filaments, eine spitzen Pinzette zum Abzupfen von flüssigen Filament vom Hotend. Und zu meiner Begeisterung sogar gleich ein ganzes Kilo Filament (etwa 330 Meter), wo andere nur ein paar Meter zum Testen mitliefern. Sogar ein zweites Hotend komplett mit Teflon-Schlauch und ein Ersatz-Mikroschalter-Modul zur Endeerkennung lagen bei.
In einer weiteren Tüte findet man mit Laser ausgeschnittene Acryl-Teile, die man zu einem Filament-Ständer zusammenbauen kann.
Der Aufbau
Weil ich schon eniges von aus China bestellten Teilen miterlebt habe, etwa häufig schief eingelötete Header auf Platinen, habe ich vor dem Zusammenbau alle Schrauben überprüft. Und außerdem das Unterteil auseinandergeschraubt und das Mainboard und die elektrischen Verbindungen / Verschraubungen überprüft. Ich war fast überrascht, so ein gute Qualität bei einem chinesischen Hersteller vorzufinden. Keine lockere Schraube, sauberer Aufbau, Kabelführung einwandfrei, nichts zu meckern. Außer vielleicht ein paar oberflächliche Kratzer an einer Stelle hinten am Metallgehäuse, die man aber von vorne eh nicht sieht.Der Aufbau ist dann wirklich ganz simpel und schnell. Alles ist schon vormontiert. Muss muss lediglich den unteren Kasten (enthält Mainboard, Netzteil, Touchscreen etc.) in den U-förmigen Stahlrahmen heben und dann mit 8 Schrauben fixieren. Das kriegt man notfalls auch allein hin, eine helfende Hand, die den Stahlrahmen aufrecht hält, ist aber willkommen.
Danach müssen noch die Kabel angeschlossen werden. Auch das könnte nicht einfacher gelöst sein. Es sind einfach nur drei unterschiedlich gefärbte Pfostenstecker in die entsprechend gleichfarbigen Buchsen zu stecken.
Netzkabel rein, Ein/Ausschalter (es soll ja andere Hersteller geben, die dieses einfache aber wichtige Bauteil aus Kostengründen weglassen) und der Anycubic kreischt einem die Willkommensmelodie ins Ohr (etwas laut, etwas schrill, aber man hört es ja nicht so häufig).
Bedienung

Der Touchscreen des Anycubic war eines der Hauptgründe, warum ich mich für ihn entschieden habe. Die meisten anderen Geräte arbeiter mit einem Drehgeber und einem 20x4-LCD, welche ich ja selbst schon in eigenen Projekten eingesetzt habe und bei denen man halt viel Drehen und Drücken muss, um durch Menüs zu navigieren, um schließlich das zu bekommen, was man will.
Da ist so ein Touchscreen wirklich etwas feines. Auf den grafischen Menüpunkt klicken, den man will und schon ist man da. Traumhaft. So viele Funktionen bietet der Anycubic allerdings gar nicht. Man hat die nötigsten Funktionen, um den Druckkopf zu bewegen, vorzuheizen und abzukühlen, und Info und Statusscreen anzuzeigen. Die Einstellmöglichkeiten beschränken sich derzeit lediglich auf das Drucktempo. Wenn es da an die vielschichtigen Menüs eines Prusa i3 Mk3 denke, bei dem man so ziemlich alles einstellen kann... Auf der anderen Seite ist das alles eigentlich auch direkt am Gerät nicht nötig, sondern kann in der Slicer-Software besser eingestellt werden.
Druckbett-Leveling

Die Einrichtung ist noch nicht ganz fertig. Bevor jetzt etwas gedruckt werden kann, muss das Druckbett noch genau ausgerichtet werden, ein sogenanntes Bed-Leveling durchgeführt werden. Dabei wird die Spitze des Druckkopfes, die Düse (auf englisch auch nozzle) in einen über das gesamte Druckbett gleichmässigen Abstand gebracht.
Die Düse hat unten ein Loch mit einem Durchmesser von 0.4 mm, durch das das flüssige Filament gepresst wird. Damit der Druck gut wird, ist es wichtig, dass das gedruckte Filament gut auf der Druckplatte haftet und sich nicht während des Druckes verschiebt oder verzieht. Dazu muss das Filament auf die Druckplatte, sagen wir man geschmiert werden. Wird nur eine "Wurst aufs Parkett gelegt", dann wird sich der Druck verziehen.
Für die Haftung des Filaments ist auch ein beheizbares Druckbett hilfreich. Die liefert der Anycubic mit der UltraBase mit. Ich heize es auf 60° C vor und drucke dann. Der Halt ist damit bombenfest. Das geniale an der UltraBase genannten Glasplatte ist deren Beschichtung, die sicheren Halt beim Druck gewährleistet und nach dem Abkühlen das gedruckte Objekt von selbst freigibt. Das funktioniert bilderbuchmäßig gut. Unter 30°C kann man die Drucke einfach und ohne jegliche Gewalt wegnehmen.
Zum Leveln soll man den Druckkopf nacheinander in alle vier Ecken und die Mitte das Druckbetts fahren und so mittels der Einstellschrauben unter dem Druckbett in der Höhe verstellen, dass ein dazwischen geschobenes Blatt mit leichtem Widerstand wieder herausgezogen werden kann. Mit dieser Einstellung habe ich auch meinen ersten Druck, ein Eulenpaar, vorgenommen. Wie man sein Bett noch präziser für noch bessere Drucke levelt, erzähle ich beim nächsten mal.
Der erste Druck

Beim Drucken entfaltet der Anycubic i3 mega leider eine beachtliche Geräuschkulisse. Wem die kleinen, nerviges CPU-Lüfter aus älteren Notebooks noch im Ohr liegen... so in etwa, nur noch ein wenig lauter. Da möchte man nicht so recht direkt daneben sitzen. Das ist gleichzeitig auch der größte Nachteil des Anycubic i3 mega. Darum ist er bei mir sein Dasein im Hobbyraum fristen, während der Prusa i3 Mk3 meines Freundes auf seinem Schreibtisch neben seinem PC stehen darf, so flüsterleise dieser ist.
Zum Glück riecht das PLA-Filament (PLA von polylactic acid, zu deutsch Polymilchsäure, einem biologisch gut abbaubaren Kunststoff), das mitgeliefert wird, und das auch das Standard-Filament ist, nicht. Der leichte Geruch erinnert vielleicht ein wenig am warmes Karamell.
Der erste Druck ist im Nu angeworfen. Die entsprechende gcode-Datei befindet sich bereits auf der mitgelieferten SD-Karte. Einfach auf dem Touchscreen Print antippen. Es erscheint eine Liste der Dateien auf der SD. Owl_pair antippen, nochmal Print und los geht's.

Schicht für Schicht werden jetzt die beiden Eulen gedruckt. Für Ungeduldige ist 3D-Druck nichts, denn es dauert ein paar Stunden, bis der Druck fertig ist. Je feiner und schöner der Druck sein soll, desto länger dauert er.
Nachdem der Drucker einmal lang piepst, um anzuzeigen, dass er fertig gedruckt hat, sollte man sich auf jeden Fall noch die paar extra Minuten gedulden, bis der Druck und die Druckplatte komplett abgekühlt ist (unter 30°C) und man den Druck ganz einfach herunternehmen kann. Wer ungeduldig zum Spachtel greift, kriegt die Objekte zwar auch vom Bett, haut aber eine Ecke in das Objekt und tut auch dem Druckbett kein Gefallen.
Zu dem mitgelieferten Spachtel möchte ich noch ein Wort verlieren, denn der ist ist scharfkantig und kann gefährlich werden. Wenn man ihn nicht 100%ig genau plan aufsetzt, kann man sich sehr schnell eine Schramme in die UltraBase hauen. Im Grunde ist der Spachtel nicht schlecht, aber man sollte auf jeden Fall als erstes die scharfkantigen Ecken rund feilen. Das verringert das Risiko, seine UltraBase zu beschädigen, immens.
Die beiden Drucke sind schon mal sehr schön geworden, obwohl das Bett noch nicht optimal gelevelt war. Das Gefieder und die Gesichter der Eulen sind gut zu erkennen und sogar die Holzmaserung lässt sich gut erahnen.
Die im GCode eingestellten Temperaturen von 200 °C für das Filament und 60 °C für das Bett haben sehr gut für das mitgelieferte Filament gepasst. Ich hatte keine Probleme wie Fäden ziehen (auch Stringing genannt, kommt vor, wenn das Filament zu heiß gedruckt wird) oder Aussetzern im Druck.

Das man die einzelnen Schichten erkennen kann und dass das Objekt eine leichte Riffelung aufweist ist ganz normal und immer so und der FDM-Technik (FDM für Fused Deposition Modeling, deutsch: Schmelzschichtung) geschuldet. Wer es ganz glatt will, mag vielleicht zu Schmirgelpapier und Klarlack greifen, mir gefällt aber irgendwie dieser etwas spröde Charme, der 3D-gedruckten Objekten innewohnt.
Falls einige Linien fehlen, kann es daran liegen, dass nicht genügend Filament durch die Nozzle geflossen sind, weil das Filament nicht genügend zugeführt wurde. Das passiert zum Beispiel, wenn das Filament schlecht auf die Spule aufgerollt ist und sich dann beim Druck verheddert. Bei einer Verknotung wird sich dann der Filamenständer Richtung Drucker bewegen, bis es nicht mehr weitergeht. Dann wird das Filament reißen oder nicht genügend Filament schnell genug zugeführt (Lücken im Druck).
Wenn das Filament reißt, ist das dank Filament-Sensor des anycubic auf keine Katastrophe. Der Filament-Sensor erkennt, dass kein Filament mehr da ist und stoppt den Druck. Der Druckkopf fährt hoch, wird abgekühlt und bleibt so stehen, bis man später das Malheur entdeckt. Dann muss man die Spule entheddern, das Filament wieder einschieben (bzw. eine Weile lang nachschieben, bis das Ende hinter dem Förderzahnrad ist) und auf dem Touchsreen wählt man dann die Druckdatei nochmals, aber tippt statt auf print auf resume. Der Druck macht dort weiter, wo er aufgehört hat. Wenn man vorher überflüssige Filamentreste am bereits gedruckte Teil mit der Zange abzwackt, dann sollte man den Übergang später nicht oder fast nicht bemerken - der Druck ist gerettet und man hat sich erspart, alles noch einmal von vorne drucken zu müssen.
Druckgenauigkeit
Ganz so gut wie der Prusa i3 Mk3 meines Freundes druckt der Anycubic zwar nicht, aber er kommt schon nahe heran. Und er kostet nur ein Viertel dessen. Außerdem der Komfort mit dem Touchscreen - der Anycubic ist hier ganz eindeutig der Preis/Leistungssieger.Um die Maßhaltigkeit zu testen, habe ich den 2 x 2 x 2 cm Calibration Cube heruntergeladen und gedruckt.




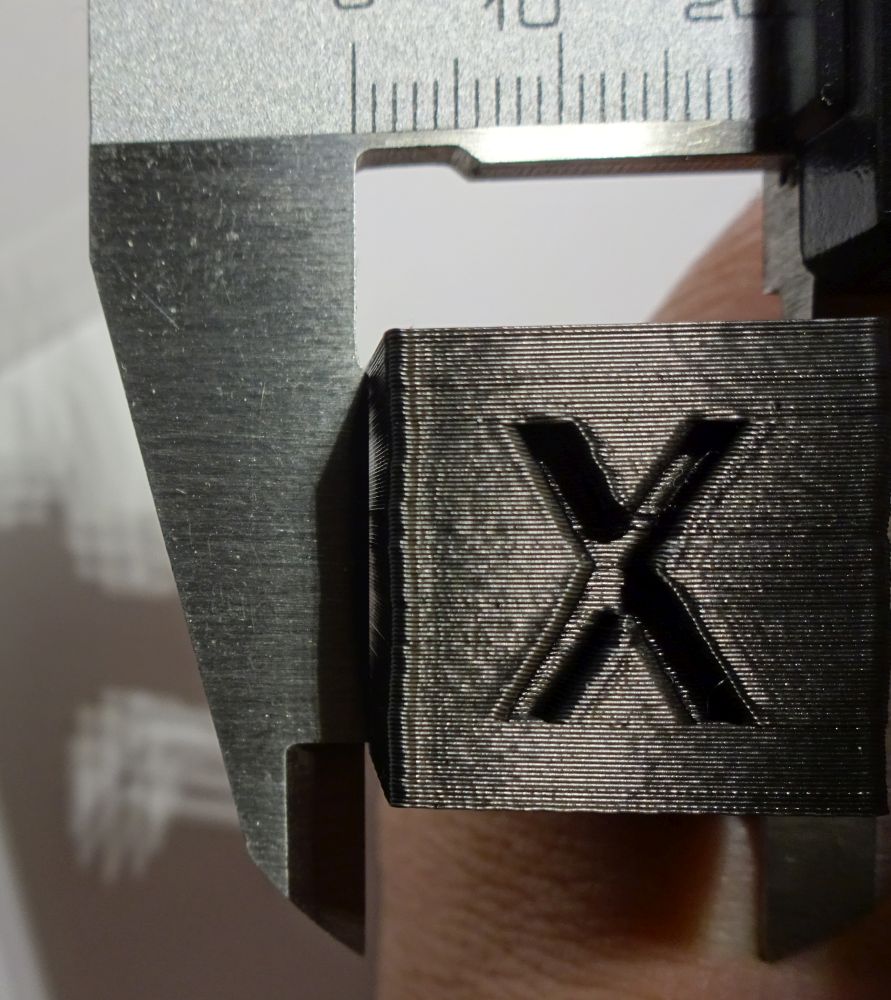
Dabei habe ich ein 25% Infill mit dem in Cura 3.6 neu eingeführten Muster Gyroid gewählt. Die gemessenene Maße liegen dabei um 0.01 bis 0.15 mm daneben. Damit kann ich leben. Was mich allerdings ein klein bisschen stört, ist die leichte Welligekeit der Drucke auf der Z-Achse, insbesondere, wenn etwas auf den Seiten geschrieben steht wie bei diesem Würfel - auf dem letzten Bild sieht man ganz gut, wie Licht durchscheint.
Daraus, herauszufinden, woran das nun genau liegt, kann man eine Wissenschaft machen. Ist es die Drucktemperatur? Das Infill? Die Zahnriemen an einer oder mehreren Achsen? Vielleicht komm ich irgendwann dahinter, am welchem Schräubchen ich stellen muss, vielleicht geht es auch gar nicht besser. Bis dahin muss und kann ich damit leben. Alles, was ich bisher an beweglichen, mechanischen Teilen gedruckt habe - wie etwa dieses Planetengetriebe, hat gut funktioniert.
Inzwischen habe ich herausgefunden, woher diese Welligkeit herkommt und in meinem Artikel Austausch der Gewindestangen behebt Z-Wobble darüber berichtet.
Technische Daten
Die technischen Daten des Anycubic i3 mega lesen sich laut Hersteller wie folgt:Drucktechnologie: FDM (Fused Deposition Modeling)
Schichtauflösung: 0,05-0,3 mm
Positioniergenauigkeit: X / Y 0,01 mm Z 0,002 mm
Druckgeschwindigkeit: 20 ~ 100mm / s (empfohlene Geschwindigkeit 60%)
Fahrgeschwindigkeit: 150mm / s
Düsendurchmesser: 0,4 mm (1 Extruder)
Unterstützung Druckmaterialien: PLA, ABS, HIPS, HOLZ
Druckgröße: 210 x 210 x 205mm
Betriebsdruck Betttemperatur: bis 100ºC Max
Operational Extruder Temperatur: bis 260ºC
Umgebungstemperatur Betrieb: 8ºC - 40ºC
Eingangsleistung: 100-240V AC, 50 / 60Hz, 1.5A
Drucker Abmessungen: 405 x 410 x 453mm
Mein Fazit
| Vorteile | Nachteile |
|---|---|
|
|
Beim Anycubic i3 mega bekommt man einen guten, qualitativ hochwertigen 3D-Drucker, mit dem man schnell loslegen kann und der einfach im Aufbau und der Bedienung ist zum Schnäppchenpreis, gemessen am Umfang der Funktionen, die er mitbringt. Trotz günstigem Preis läßt er wenig vermissen, die UltraBase ist wirklich genial und die Bedienung per Touchscreen macht Spaß. Allein ein automatisches Bett-Leveling wäre noch eine sinnvolle Verbesserung für die nächste Version. Allerdings auch nicht ein Grund, mir gleich so ein Modell zu kaufen, denn so oft muss man ja nun auch nicht leveln.
Bisher bin ich sehr zufrieden mit dem Teil, die erste Spule Filament ist bald verdruckt und dann muss der Anycubic zeigen, wie er mit Nicht-Hersteller-Filament klarkommt und er sich auch im Langzeittest gut schlagen kann.
 für ein Youtube-Video anzuzeigen. Beachten Sie, dass dann (bisher noch nicht) eventuell (wenn nicht durch Adblocker oder ähnliches verhindert) Cookies von Youtube, Google und damit verbundenen Drittfirmen gesetzt werden, die ihr Gerät über weitere IFrames dieser Art nachverfolgen können und speichern, welche Videos mit Ihrem Gerät angeschaut wurden.")